Ремонт, инсталляция и обучение на фальцевально-склеивающей линии GDHH-1200
 |
 |
 |
 |
 |
 |
 |
 |
Дефекты и замечания, выявленные в процессе проведения работ
Линия склейки состоит из пяти секций.
1. Самонаклад
а) разнотипные ленты подачи (заменить красные ленты на зеленые)
б) боковые упоры имеют расширение к верху, в то время как должны быть под прямым углом к лентам подачи.
в) передние упоры имеют форму закругление на нет, поэтому имеет место невозможность точной установки захвата заготовки и происходит захват двух и более заготовок за раз. Исправление дефекта: стачивать низ упора до ширины 2-4мм, что будет способствовать захвату по одной заготовке.
2. Секция предварительной фальцовки.
а) нижние подающие ленты (правая и левая) имеют разную скорость подачи заготовки из-за разного диаметра нижних подающих колес. Разница примерно 0,8 мм.
б) нет параллельности правой и левой нижних подающих кареток. Разница в начале и в конце кареток составляет 4мм. (также это относится и к нижним кареткам основной секции фальцовки).
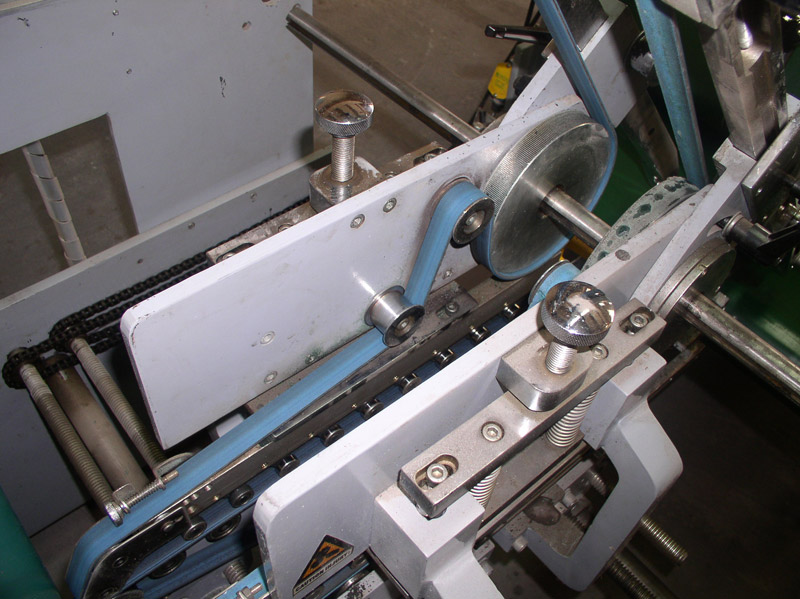
в) верхние прижимные каретки люфтят из-за некачественного крепления их к верхним стойкам. Входные и выходные направляющие ролики верхних кареток имеют перекос по продольной оси, в следствие чего лента движется не прямо а волной.
3. Секция фальцовки нижних клапанов и нанесения клея.
а) по верхним кареткам то же самое, что и в пункте 2.а. и 2.б.
б) крючки имеют ненадежное крепление под вином, из-за чего люфтят и имеет место их смещения с позиции зацепления клапанами заготовки либо правее, либо левее.
в) башмаки: нет шлифовки поверхности фальцевальных трамплинов. Откидной клапан заготовки не проскальзывает, зацепляется и фальцуется в произвольном месте.
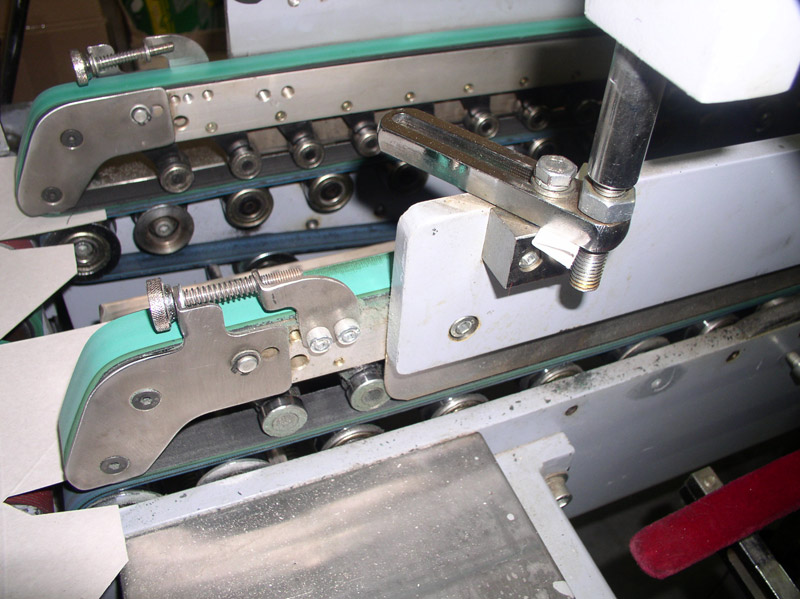
4. Секция основной фальцовки.
а) правая и левая нижние каретки имеют те же дефекты что и в п. 2.б.
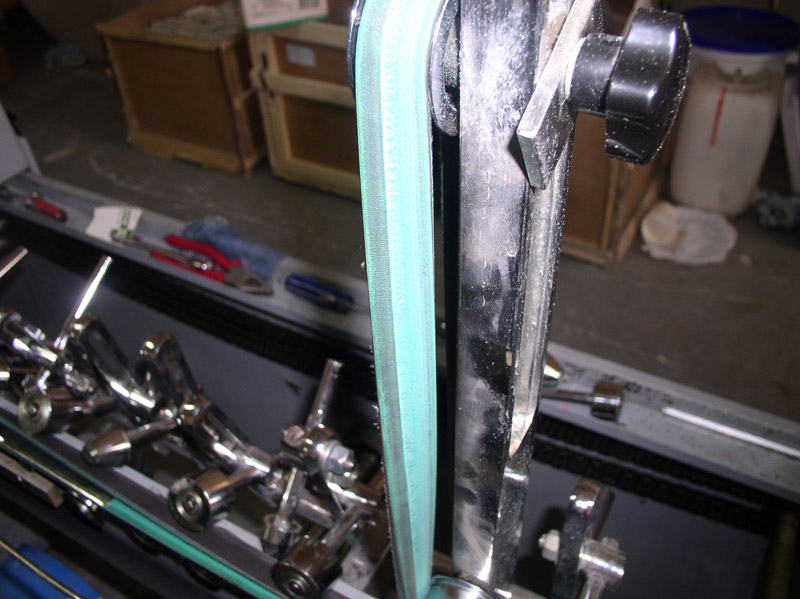
б) левая лента верхнего фальца имеет продольный износ поверхности вдоль всего ремня ступенчатой формы, перепад 2мм.
в) прижимные направляющие («лыжи») имели дугообразную форму, что было устранено в процессе проведения работ.
г) верхние прижимные ленты на секции каскадного выхода заготовок были установлены неправильно, что было устранено в процессе проведения работ.
д) на червячном механизме, служащим для перемещения кареток секции каскадного выхода заготовок, отсутствуют стопорные кольца.
5. Секция транспортерного отжима заготовок.
а) секция установлена ниже по уровню относительно всех предыдущих секций машины, существенный перепад по высоте делает невозможным равномерное и без искажений поступление сфальцованных заготовок с нанесенным клеем, что приводит к раскрыванию клапанов, вследствие чего образуется перекос коробок.
Общие замечания по использованию машины.
1. Все секции машины не выставлены по уровню горизонта и имеют перекосы относительно друг друга.
2. На машине отсутствуют регулировочные монтажные ноги, с помощью которых выставляется уровень машины и устраняются перекосы между секциями машины.
3. По применяемым заготовкам:
а) на вырубном штампе, имеющим по несколько изделий на одной штанцформе, геометрический размер этих заготовок имеет большие отклонения относительно друг друга, что приводит к невозможности точной регулировки машины для работы с конкретными тиражами. Рекомендуем после вырубки тиража пачками раскладывать изделия, выходящие из каждого элемента данных штанцфром и пропускать их через машину заводами с дополнительными регулировками при переходе с одной партии на другую.
б) при вырубке заготовок некорректно подобраны биговальные матрицы по ширине и высоте относительно толщины картона, а также биговальные линейки по высоте на штанцформе, вследствие чего на заготовках наблюдается слабо выраженная биговальная канавка, что в свою очередь затрудняет машине произвести операцию фальцовки.
в) крой коробок с дном типа «crach and lok» не соответствует стандарту FEFCO, применяемому для работы на автоматических фальцевально-склеивающих линиях, а подходят лишь для ручного склеивания коробок.
Отчет о проделанных работах.
В первый день приладка и склейка тиража упаковки с одной точкой склейки.
Второй день приладка тиража с тремя точками склейки.
Первый и второй день в процессе приладки обнаружились и исправлялись следующие дефекты:
1. Параллельность подающих нижних кареток на всех секциях.
2. ослабление натяжки всех ремней на всех секциях линии склейки
3. Переустановка неправильно установленных ремней
4. Устранение разницы угловых скоростей подающих ремней на нижних каретках до максимально возможного минимума, путем регулировки натяжки данных ремней.
5. Устранение перекоса фальцевальных направляющих («лыж»)
6. Переборка крепежных узлов с последующей регулировкой входных и выходных направляющих роликов на верхних каретках всех секций линии склейки.
7. Регулировка прижима всех прижимных кареток
8. Установка параллельности по всей оси прижимных кареток и минимизация люфта.
9. Устранение заусенцов на «башмаках» на фальцовке клапанов.
10. Регулировка узлов заброса верхних клапанов донышка.
11. Обучение сотрудников типографии работе на данной машине с указанием на причины и методы их устранения возможных неполадок, происходящих в момент использования фальцевально-склеивающей линии GDHH-1200.
Сервис-инженер
ЗАО «Полиграфспецснаб»
