|
Часть I
К сожалению, в настоящее
время большинство российских
производителей высекальных штампов
не уделяют должного внимания
процессу обрезинивания штанц-формы
эжекторными материалами. Бытует
мнение, что резина необходима лишь
для удаления заготовки и отходов из
штампа, причем чем тверже резина по
Шору A, тем лучше она должна удалять
картон. К сожалению, это мнение не
совсем корректно, хотя эжекция (выталкивающее
свойство) резины и является одним из
основных свойств, необходимых для
штанцевальной промышленности. Также
необходимо отметить, что цвет резины
не имеет никакого значения, в связи с
тем, что декоративное оформление
штампа не несет никакой смысловой
нагрузки.
Итак, рассмотрим те
необходимые функции, которые
выполняет эжекторный материал в
процессе штанцевания на
плоскоштанцевальных автоматах и
ротационных линиях.
Фиксация картона во время
высечки - это та первая функция,
которую выполняет резина при
попадании листа картона в штанц-секцию.
Лист, попадая в штанцевальную секцию,
имеет некоторые колебания, которые
должна погасить именно резина. Также
частое применение для выпуска
коробок имеет картон, поставляемый в
ролях и нарезанный на листы
непосредственно перед высечкой. Этот
картон имеет геометрию, далекую от
идеальной. Соответственно резина
должна выровнять картон до того
момента, как наступает его контакт с
режущим инструментом, в противном
случае мы столкнемся с неизбежным
отклонением от заданных
геометрических размеров упаковки. По
этим причинам необходимо, чтобы
эжекторный материал был всегда выше
режущей кромки линеек. То есть, если
фанера 18 мм, а режущие линейки имеют
высоту 23,8 мм, то они выступают над
фанерой на 5,8 мм.
Среднестатистическая разница по
высоте между резиной и режущей
кромкой линеек составляет 1,2 мм.
Соответственно мы получаем
необходимую высоту эжекторного
материала 7 мм.
Нейтрализация процессов резки и
биговки - это вторая функция резины
в процессе штанцевания. Рассмотрим
такой пример: на коробке небольшого
размера (типа фармацевтической)
близко расположены биговальная и
режущая линейки. В момент хода тигеля
первой осуществляет контакт с
картоном именно режущая линейка.
Когда она прорезала обрабатываемый
материал примерно на 2/3 его толщины,
начинается контакт картона с
биговальной парой (линейкой и
матрицей). Вместо того чтобы нарушить
структуру картона и изменить его
межмолекулярные связи, биговальная
пара пытается просто стянуть картон
с режущей кромки и затянуть его в
биговальную матрицу.
Это вызывает нечистый, "лохматый"
срез в местах близкого расположения
режущих и биговальных линеек (менее 12
мм). Только эжекторный материал
специального профиля может
компенсировать нежелательное
действие биговальной пары. При
использовании этого профиля срез
картона будет абсолютно чистым.
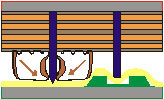
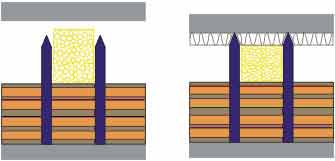
Рисунок 1
На
рисунке 1 показано правильное
обрезинивание режущей линейки,
находящейся на расстоянии менее 12 мм
от параллельной ей биговальной
линейки.

Рисунок 2
Рисунок 2 показывает
необходимую конфигурацию профиля,
твердость которого должна
составлять примерно 50-60 единиц по
Шору А. Этот профиль должен быть в
свободном состоянии выше лезвия
режущей линейки примерно на 1 мм.
Защита удерживающих перемычек на
картоне. Все процессы, приводящие к
разрыву удерживающих перемычек,
аналогичны описанным выше.
Применение профилей, показанных на
рисунке 2, позволяет минимизировать
необходимое количество перемычек и
достичь их ширины не более, чем
толщина обрабатываемого материала.
Правильное обрезинивание режущих
линеек с засечками показано на
рисунке 3.
Рисунок 3
Эжекция / удаление
обрабатываемого материала от
режущей кромки - это четвертая
функция резины в процессе
штанцевания. Здесь необходимо всегда
учитывать скорость работы машины.
Все эжекторные материалы обладают
некоторой скоростью релаксации.
Причем скорость релаксации у резины
с открытыми порами (применяемой для
плоских штампов) гораздо ниже, чем у
резины с закрытыми порами (применяемой
для ротационных штампов). Это вызвано
тем, что при сжатии из резины с
открытыми порами выходит воздух и ей
необходимо время для того, чтобы его
набрать обратно. У резины с закрытыми
порами при сжатии воздух не выходит,
поэтому скорость ее релаксации
гораздо выше. При обрезинивании
штампа, предназначенного для
высокоскоростного штанц-автомата
типа Bobst Autoplatina, необходимо всегда
учитывать скорость релаксации
применяемого эжекторного материала.
Если скорость релаксации резины
будет ниже, чем скорость работы
машины, это приведет к постоянному
отрыву грейферной части листа или к
разрыву удерживающих перемычек на
картоне.
Балансировка давления при высечке.
Несоблюдение данного показателя
приводит к неравномерному износу
штанц-автомата и к неодинаковому
качеству реза на разных участках
обрабатываемого листа.
Рисунок 4
Для правильной
балансировки штанц-формы необходимо
зрительно разделить ее на четыре
равные части так, как это показано на
рисунке 4. Далее необходимо
подсчитать длину линеек в самой
насыщенной части и вычесть из этого
количества длину линеек в менее
насыщенной части. Затем необходимо
добавить компенсационных линеек (новых
режущих, с той же твердостью, что и на
рабочей части штампа) в менее
насыщенную часть, чтобы длина линеек
была одинаковая во всех частях
штампа. Все компенсационные линейки
должны быть оклеены той же резиной,
что и рабочая часть штампа. В этом
случае пресс будет создавать
равномерное давление по всей площади
штампа, а штамп в свою очередь будет
оказывать равномерное сопротивление
прессу.
Итак, мы рассмотрели те функции,
которые должна выполнять резина в
процессе штанцевания. Далее мы
обратим внимание на свойства
различных эжекторных материалов
и на необходимость правильного их
выбора для каждого конкретного
случая.
Существует четыре
основных типа эжекторных материалов,
применяемых для обрезинивания
штанцевальных форм:
Тип 1 Резина с открытыми
порами (губчатая резина) по своим
свойствам более подходит для плоских
штампов.
Тип 2 Резина с закрытыми
порами чаще всего применяется для
изготовления ротационных штампов.
Тип 3 Микропористый
полиуретан (Vulkolan) применяется на всех
типах штампов для удаления мелких
отходов.
Тип 4 Сплошная резина
служит для изготовления профилей
различной формы.
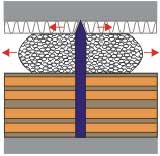
Данные профиля
применяются в плоских штампах для
оклейки режущих линеек, в
ротационных штампах при
обрезинивании радиусных биговальных
линеек для исключения
растрескивания гофрокартона в
местах биговки. Пример обрезинивания
показан на рисунке 5. На рисунке 6
показан современный профиль,
применяемый для обрезинивания
биговальных линеек, параллельных
направлению волны гофрокартона при
использовании плоских штампов.
Причем необходимо помнить, что при
оклейке биговальных линеек
резиновый профиль должен быть
примерно на 1,5 мм ниже, чем головка
линейки.
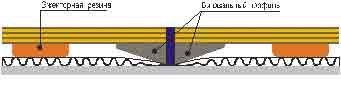
Рисунок 5
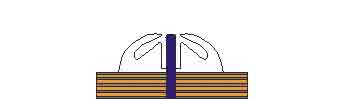
Рисунок 6
Например, если мы имеем ротационную
фанеру 13 мм, а высоту биговальной
линейки 23,8 мм, то она выступает над
фанерой на 10,8 мм. Соответственно
высота резинового профиля должна
быть около 9,3 мм.
Часть II
Одно из важных свойств
эластомеров - это коэффициент
Пуассона (коэффициент бокового
расширения при сжатии). Как описано
в предыдущей статье, существуют
четыре основных типа эжекторных
материалов, используемых в процессе
штанцевания:
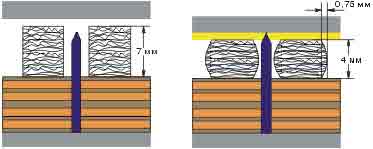
1-й тип - резина с
открытыми порами - обладает
небольшим коэффициентом бокового
расширения. Ее суммарное расширение
в обе стороны составляет примерно 50%
от величины сжатия. Это обусловлено
тем, что во время сжатия из нее
выходит воздух, т.е. если резину
высотой 7 мм сжать до толщины 4 мм, то
она расширяется в обе стороны в
среднем на 0,75 мм.
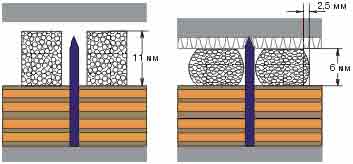
2-й тип ? резина с закрытыми порами;
в момент сжатия данного типа резины
из нее не выходит наполняющий ее газ.
Соответственно коэффициент ее
бокового расширения в обе стороны
составляет 100%. Например, при
обработке гофрированного картона
нам необходимо сжать резину с
первоначальной высоты 11 мм до 6 мм.
При этом резина расширится в каждую
из сторон на 2,5 мм.
3-й тип - микропористые
полиуретаны - обладают
коэффициентом бокового расширения
около 0. Это его свойство
обуславливает применение данного
типа в узких местах, т.е. между двумя
близко расположенными режущими
ножами. Применяется при обработке
любых видов материалов как на
плоскоштанцевальных, так и
ротационных машинах для удаления
мелких отходов.
Данный коэффициент
необходимо учитывать при выборе
правильного зазора между эжекторным
материалом и телом ножа. Если,
например, при использовании резины с
закрытыми порами мы дадим зазор
меньше необходимого, то резина будет
пытаться разорвать картон, что
приведет к нечеткому
некачественному "резу с бахромой".
Второе из интересующих нас свойств
- это коэффициент компрессии, т.е.
та величина, на которую мы можем
сжать резину, не нанося ей
механических повреждений. Для 1 типа
рассматриваемых нами материалов
средний коэффициент компрессии -
порядка 40%. Это обусловлено тем, что в
момент сжатия из данного типа резины
частично выходит воздух.
Невысокий коэффициент компрессии
делает целесообразным использование
данного типа резины на плоских
штампах, для
обработки хром эрзаца или полимерных
материалов.
К примеру: если мы попытаемся взять
18 мм фанеру, режущие ножи высотой 23,8
мм, обклеить данный штамп резиной с
коэффициентом компрессии 40% и
обрабатывать при помощи него
гофрокартон 4 мм, то мы получим
следующую картину: резина высотой 7
мм может сжаться только до 4,2 мм.
Зазор между обрабатываемым
материалом и фанерой равен 1,8 мм.
Применяемая в этом случае резина не
способна сжаться до этой величины.
Соответственно она обязательно
будет заминать гофрокартон и даст
избыточное сопротивление прессу.
Для второго типа резин, то есть для
резин с закрытыми порами,
коэффициент компрессии примерно
равен 50-60%. Это дает возможность
применять данные материалы для
обработки гофрокартонов. К примеру,
если взять фанеру 15 мм, режущие
линейки 23,8 мм и резину с закрытыми
порами высотой 10 мм, то при обработке
3 мм гофрокартона нам необходимо,
чтобы эжекторный материал сжимался
до 5,8 мм, что отвечает компрессионным
возможностям данных материалов.
Коэффициент компрессии
микропористых полиуретанов равен
примерно 40-50%. Так как данные
материалы применяются в основном для
удаления узких отходов, то эффект
сжатия отходов от гофрокоробов не
наносит технологического брака.
Третье, основное
интересующее нас свойство - это
скорость релаксации. Это свойство
необходимо учитывать для
правильного выбора резины при работе
на высокоскоростных штанц-автоматах
или ротационных поточных линиях.
Если скорость релаксации резины
ниже, чем скорость работы машины, то
это приведет к следующему результату:
резина не успела вытолкнуть
заготовку из штампа, а грейферная
рамка начала передавать
обрабатываемый лист в следующую
секцию. Это неизбежно будет
приводить к разрыву удерживающих
перемычек на картоне.
Скорость релаксации у
разных типов резин с открытыми
порами от 3 до 9 тысяч циклов в час, у
резин с закрытыми порами от 5 до 13
тысяч циклов в час, в то время как у
полиуретана от 10 до 14 тысяч циклов в
час.
Еще одно свойство, которое
необходимо учитывать при выборе
эжекторных материалов, это
тиражестойкость. Если взять резину с
тиражестойкостью 250 тысяч циклов и
обклеить штамп, предназначенный для
работы с миллионным тиражом, то
придется 4 раза менять резину для
производства данного тиража. Это
безусловно приведет к увеличению
себестоимости продукции.
Также необходимо
принимать в расчет время "старения"
резины. В среднем через 2 года
эжекторные материалы теряют
необходимые для нас свойства не в
зависимости от того, находятся они в
листах на складе или наклеены на
штамп.
При покупке резины для
использования на вырубных штампах
необходимо узнавать у продавцов все
интересующие параметры. Это приведет
к повышению качества продукции и
снижению ее себестоимости.
|