ПРИПРАВКА ВЫРУБНЫХ ШТАМПОВ."Приправка" в данном случае представляет собой технологическую операцию выравнивания давления всех элементов вырубного штампа по отношению к контрштанцплате за счет изменения их высоты. Приправка - один из самых трудоемких процессов при переналадке штанц-автомата на новый тираж. Время, затраченное на эту операцию, исчисляется часами. В свою очередь, данная операция сильно влияет на себестоимость выпускаемой продукции в связи с простоем машины. Факторов, влияющих на время для приправки, несколько - это использование некачественной фанеры при изготовлении штампа, применение режущего инструмента (режущих линеек), имеющего большие отклонения по высоте, применение станков (notching machine), не позволяющих изготавливать абсолютно одинаковые пазы в режущих линейках. Что касается самих штанц-автоматов, то это такие факторы как: сильный износ конртштанцплаты, не соосность между талером и тигелем, общий износ подшипников машины.По нормам все режущие линейки должны иметь одинаковый минимальный контакт с контрштанцплатой. Всем известно, что при установке штампа в машину во время первых ударов лишь часть линеек прорезает картон насквозь, а остальная часть либо его не дорезает, либо вообще не достает до обрабатываемого материала. Существует возможность повысить давление пресса, чтобы весь инструмент насквозь прорезал картон. 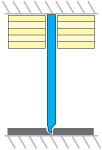 К сожалению многие операторы машин именно так и поступают, хотя это и быстрый способ, но он приводит к негативным последствиям. Если режущая кромка линеек мягче чем контрштанцплата, то это неизбежно приведет к выходу из строя режущих линеек если режущая кромка линеек тверже чем контрштанцплата, то это приведет к выходу из строя контрштанцплаты К сожалению многие операторы машин именно так и поступают, хотя это и быстрый способ, но он приводит к негативным последствиям. Если режущая кромка линеек мягче чем контрштанцплата, то это неизбежно приведет к выходу из строя режущих линеек если режущая кромка линеек тверже чем контрштанцплата, то это приведет к выходу из строя контрштанцплаты В обоих случаях будет отрицательный результат. Во-первых, это вывод из строя дорогостоящих штампов и контрштанцплат, а во-вторых, при штанцевании будет образовываться "лохматый" срез на будущей упаковке. В связи с этим не остается другого выхода, кроме как выравнивать давление на всех участках контакта штампа с контрштанцплатой за счет изменения высоты режущих линеек. Существует много способов приправки. Это зависит от типа оборудования, применяемых материалов и технологии, которая используется на том либо ином предприятии. Итак, рассмотрим по отдельности те способы, с помощью которых мы можем добиться одинакового давления по всей площади контакта прессовой пары. Первое, на чем мы остановим свое внимание, это обычные тигельные прессы, аналоги советского ТС. Эти прессы распространены в России либо как переделанные станки высокой печати со снятыми красочными аппаратами, либо специализированные машины производства Китая и Италии. Эти машины в очень редких случаях имеют автоматизированный самонаклад и выклад готовой продукции, а значит, пригодны для выпуска малых тиражей. На станках данного типа штанцформа закреплена на талере, а биговальные матрицы и обрабатываемый материал на тигеле. Для этого вида оборудования более целесообразно применять металлическую калиброванную приправочную ленту. Она выпускается трех стандартных размеров: 0,03мм, 0,05мм, 0,10мм и имеет самоклеющуюся основу. Существует возможность приклеить данную ленту с обратной, тыльной стороны штампа, но точно угадать необходимый размер приправочного полотна вряд ли получится с первого раза, а значит, штанцформу придется еще раз снимать с зажимной рамы талера. Наклеив дополнительный слой приправочного полотна, мы снова будем заключать штамп в раму, но, к сожалению, зажать его со всех сторон точно так же, как он был установлен до этого, будет невозможно. Это означает то, что в этом случае не получится абсолютно точного выравнивания давления. Оптимальный вариант - это один раз сделать грубую приправку с тыльной стороны штампа, а затем, заключив его в раму талера, делать точную приправку на тигеле с помощью той же металлической приправочной ленты. Эта лента изготавливается из каленой, холоднокатанной стали и способна выдержать легкое касание режущей кромки линеек. При таком способе приправки более высока вероятность добиться наилучшего выравнивания давления, а значит, выпускать высококачественную продукцию, не выводить из строя пресс и повысить тиражеспособность штанцформы за счет уменьшения давления. 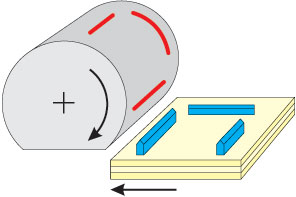 Второй тип оборудования - это стоп-цилиндровые машины. Самые распространенные на сегодняшний день машины данного типа это ПС-6 советского производства со снятым красочным аппаратом либо машины Heidelberg Original Cylinder. Эти машины оснащены самонакладом и выкладом картона и предназначены для производства небольших и средних тиражей упаковки из хром-эрзаца. Самые большие проблемы при наладке этих машин создает контрштанцплата. Она натянута на цилиндр, и от ее качества очень зависит трудоемкость приправки, сам процесс которой целесообразно выполнять металлической приправочной лентой в той же последовательности, как и в случае с тигельными станками, описанными выше. Второй тип оборудования - это стоп-цилиндровые машины. Самые распространенные на сегодняшний день машины данного типа это ПС-6 советского производства со снятым красочным аппаратом либо машины Heidelberg Original Cylinder. Эти машины оснащены самонакладом и выкладом картона и предназначены для производства небольших и средних тиражей упаковки из хром-эрзаца. Самые большие проблемы при наладке этих машин создает контрштанцплата. Она натянута на цилиндр, и от ее качества очень зависит трудоемкость приправки, сам процесс которой целесообразно выполнять металлической приправочной лентой в той же последовательности, как и в случае с тигельными станками, описанными выше. Третий тип оборудования - это тигельные штанцавтоматы типа Bobst. Они оснащены специальным устройством, и процесс их приправки выглядит следующим образом: штамп расположен снизу специальной рамы, над ним расположен металлический холоднокатанный лист, над этим листом располагается приправочный лист, который представляет собой безусадочный полимер и имеет формат равный формату штампа. 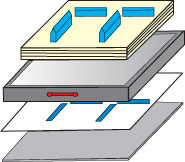 Поверх него лежит еще один лист холоднокатанной стали. Весь процесс приправки осуществляется на полимерном листе с помощью специальной бумажной приправочной ленты, которая тоже бывает разной толщины. Возможность использования бумажной приправочной ленты позволяет тот факт, что штанцформа не имеет прямого контакта с приправочным листом. Также отличительной особенностью машин этой серии является то, что какое бы количество раз мы не делали приправку, и штанцформа и приправочный лист не меняют своего первоначального положения. Для того, чтобы наклеить следующий слой приправочной ленты, необходимо снять лишь верхний стальной лист. Поверх него лежит еще один лист холоднокатанной стали. Весь процесс приправки осуществляется на полимерном листе с помощью специальной бумажной приправочной ленты, которая тоже бывает разной толщины. Возможность использования бумажной приправочной ленты позволяет тот факт, что штанцформа не имеет прямого контакта с приправочным листом. Также отличительной особенностью машин этой серии является то, что какое бы количество раз мы не делали приправку, и штанцформа и приправочный лист не меняют своего первоначального положения. Для того, чтобы наклеить следующий слой приправочной ленты, необходимо снять лишь верхний стальной лист. Так как простой машин данного типа слишком дорог, то целесообразно с экономической точки зрения применение станков типа Easy Press. Это точная копия штанцевальной секции машины в упрощенном варианте, которая позволяет делать приправку штампа. После того, как давление по всей площади контрштанцплаты выровнено, из станка Easy Press рама со штанцформой и приправочным листом переносится непосредственно на штанцавтомат, что исключает его простой. 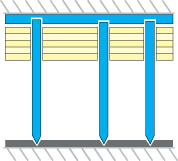 Для всех типов оборудования также могут применяться специальные полимерные приправочные маты. Это лист полимера, который кладется с тыльной стороны штанцформы и имеет одинаковый с ней формат. В процессе штанцевания этот мат позволяет режущим линейкам, которые имеют первоначальный контакт с контрштанцплатой, проникать в него на глубину, необходимую для того, чтобы остальные режущие линейки коснулись контрштацплаты. Для всех типов оборудования также могут применяться специальные полимерные приправочные маты. Это лист полимера, который кладется с тыльной стороны штанцформы и имеет одинаковый с ней формат. В процессе штанцевания этот мат позволяет режущим линейкам, которые имеют первоначальный контакт с контрштанцплатой, проникать в него на глубину, необходимую для того, чтобы остальные режущие линейки коснулись контрштацплаты.В отдельных случаях эта технология может частично уменьшить время, необходимое для приправки. Но, к сожалению, идеально выравнить давление, как в случае применения приправочных лент, не всегда возможно. Существенно облегчить процесс приправки может позволить использование специально разработанных режущих линеек. Исследования разных заводов в этой области пошли по двум разным направлениям. Так, к примеру, компания Marbach специально разработала технологию M-PowerТ. 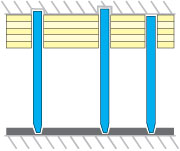 Суть этой технологии заключается в следующем: специальные режущие линейки с аналогичным названием имеют минимальный радиус на режущей кромке, что позволяет им выдерживать сильное давление контштанцплаты и не наносить при этом механических повреждений заточке. С тыльной стороны штампа используется достаточно мягкий металлический лист, который дает возможность проникать в него линейкам так же, как в случае с полимерными матами Суть этой технологии заключается в следующем: специальные режущие линейки с аналогичным названием имеют минимальный радиус на режущей кромке, что позволяет им выдерживать сильное давление контштанцплаты и не наносить при этом механических повреждений заточке. С тыльной стороны штампа используется достаточно мягкий металлический лист, который дает возможность проникать в него линейкам так же, как в случае с полимерными матами Эта технология нашла свое применение при выпуске больших тиражей упаковки на высокоскоростных штанцавтоматах. Использование данной технологии для выпуска небольших тиражей будет сильно отражаться на себестоимости продукции, так как при каждой смене штанцформы необходимо подкладывать новый мягкий металлический лист. Второе направление, по которому пошли производители линеек, такие как Martin Miller, это выпуск специального режущего инструмента под торговой маркой Viking FLEX 40 HP SL-backТ. 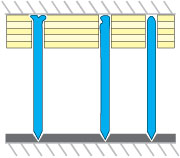 Особенности этих линеек заключаются в том, что режущая кромка имеет твердость 61 HRC и тоже способна выдержать большие нагрузки со стороны контрштанцплаты. На тыльную сторону этих линеек напылен небольшой слой мягкого металла определенной геометрии. Это дает возможность линейкам, имеющим первоначальный контакт с контрштанцплатой, оседать на небольшую величину за счет смятия напыленного снизу приправочного материала. При использовании данной технологии нет необходимости применять другие специальные расходные материалы, кроме режущих линеек. Особенности этих линеек заключаются в том, что режущая кромка имеет твердость 61 HRC и тоже способна выдержать большие нагрузки со стороны контрштанцплаты. На тыльную сторону этих линеек напылен небольшой слой мягкого металла определенной геометрии. Это дает возможность линейкам, имеющим первоначальный контакт с контрштанцплатой, оседать на небольшую величину за счет смятия напыленного снизу приправочного материала. При использовании данной технологии нет необходимости применять другие специальные расходные материалы, кроме режущих линеек.Отдельно хочется отметить приправку биговальных линеек. Если в процессе штанцевания в местах биговки на картоне образуется деформация на обратной стороне линии бига, либо не очень четкая линия биговки, то необходимо увеличить высоту биговальных линеек с тыльной стороны штампа, пользуясь металлической или бумажной приправочной лентой, в зависимости от типа используемого оборудования. Также необходимо помнить о том, что биговальные линейки, расположенные рядом с режущими, также нуждаются в приправке. 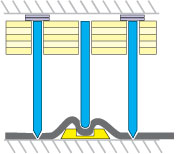 Поднимая режущие линейки, мы также приподнимаем фанерное основание штампа и тем самым даем возможность просесть рядом стоящим биговальным линейкам. Поднимая режущие линейки, мы также приподнимаем фанерное основание штампа и тем самым даем возможность просесть рядом стоящим биговальным линейкам.Из-за этой проблемы может формироваться некачественная линия биговки на картоне. На сегодняшний день существует много способов существенно сократить время, необходимое для процесса приправки, но тем не менее добиться наилучшего качества выпускаемой продукции по прежнему позволяет лишь использование технологии с применением приправочных лент. Этот процесс очень трудоемкий и поэтому требует высокой квалификации обслуживающего персонала, работающего на штацавтоматах. |
 |
|||||||||
|
|
|

|
|
© 1997-2024 ООО Полиграфспецснаб
|