Ремонт тигельного пресса " EVEREST-40"
Нашими инженерами бала демонтированнна пластиковая паразитная шестерня, с тигельного пресса «EVEREST-40» на которой был скол нескольких зубьев.
Наши специалисты обратили внимание, что данная шестерня не является причиной неисправности станка, а является следствием более серьезных причин скрывающихся в недрах тигельного пресса.
Получив «добро» на дальнейшую разборку станка, наши специалисты приступили к выполнению данных работ.
Вскрытие показало:
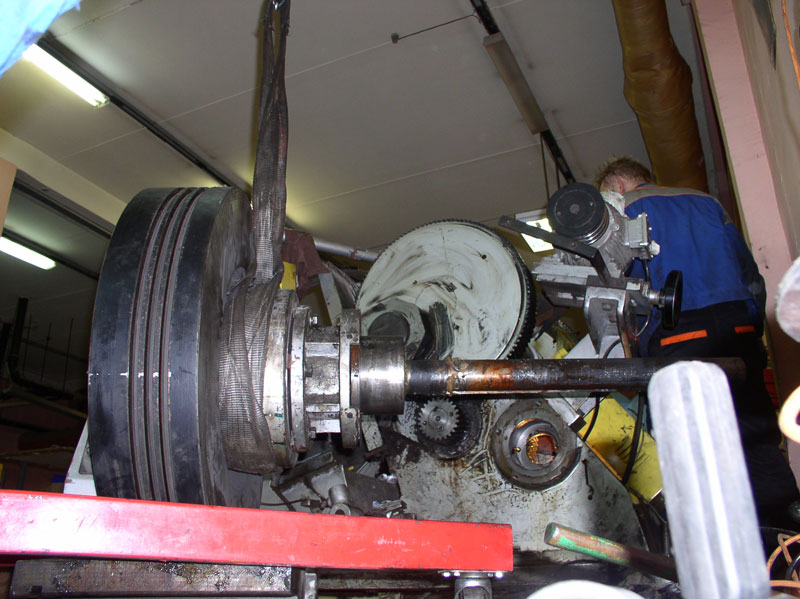
Первоначальной причиной выхода из строя тигельного пресса, явилась шпонка ведущей шестерни, которая была некачественно изготовлена на заводе-изготовителе. Данная шпонка дала возможность люфта ведущей шестерни относительно вала, после чего ее посадочное место было окончательно разбито, произошло осевое смещение шестерни с попаданием « зуб на зуб» внутри шевронной пары.
Удар был такой силы, что это привело к разрушению пластиковой шестерни и значительной осевой деформации ведущего вала, в следствии, чего был сильно затруднен его демонтаж.
Удар был такой силы, что это привело к разрушению пластиковой шестерни и значительной осевой деформации ведущего вала, в следствии, чего был сильно затруднен его демонтаж.
Диагноз:
Ведущий вал, шпонка, пластиковая шевронная шестерня не пригодны для дальнейшей эксплуатации.
Ведущая стальная шестерня требует ремонта.
Для полноценного ремонта тигельгого пресса мы предлагаем следующие виды работ:
Ведущая стальная шестерня требует ремонта.
- изготовление ведущего вала большего диаметра с сохранением посадочных диаметров под подшипники и изготовлением посадочного паза под более крупный размер шпонки из СТАЛИ 40-Х, с последующей термической закалкой до 28 единиц по системе НRС.
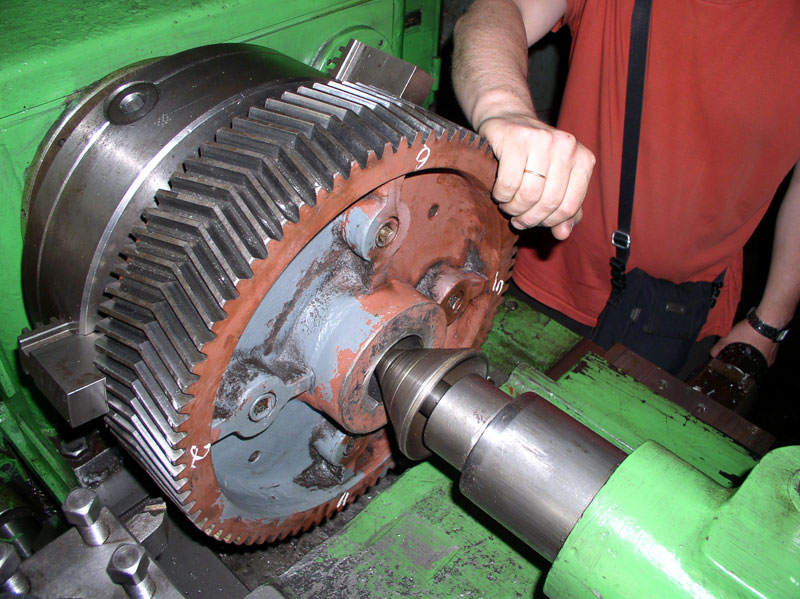
- изготовление паразитной шестерни из СТАЛИ 40-Х с зубчатым венцом из бронзы БРАЖ 9-4, что обеспечит ее жесткую посадку на вал и при этом даст хорошее соприкосновение с ведущей шестерней с пониженным уровнем шума передачи.
- ремонт ведущей шестерни с увеличением посадочного диаметра и изготовлением нового шпоночного паза.
- 4. изготовление новых шпонок более крупного размера из СТАЛИ 40-Х.
Все работы будут выполнены в соответствии с требованиями ГОСТ 30893.1-С.
Примерный срок изготовления до 2-х недель.
После выполнения всех работ данный тигельный пресс вернулся в строй станочного парка типографии и полностью готов к эксплуатации.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
